
Врхунска производња и очување енергије и смањење емисија имају све хитније потребе за напредним процесима. У погледу индустријске обраде површина, постоји хитна потреба за свеобухватном надоградњом технологије и процеса. Традиционални индустријски процеси чишћења, као што су механичко чишћење трењем, хемијско чишћење од корозије, чишћење јаким ударима, ултразвучно чишћење високе фреквенције, не само да имају дуге циклусе чишћења, већ их је тешко аутоматизовати, имају штетне ефекте на животну средину и не успевају да постигну жељени ефекат чишћења. Не може добро да задовољи потребе фине обраде.

Међутим, са све израженијим контрадикцијама између заштите животне средине, високе ефикасности и високе прецизности, традиционалне индустријске методе чишћења су у великој мери изазовне. Истовремено су се појавиле различите технологије чишћења које доприносе заштити животне средине и погодне за делове у области ултра-завршне обраде, а технологија ласерског чишћења је једна од њих.
Концепт ласерског чишћења
Ласерско чишћење је технологија која користи фокусирани ласер да делује на површину материјала како би брзо испарила или ољуштила загађиваче на површини, како би очистила површину материјала. У поређењу са различитим традиционалним физичким или хемијским методама чишћења, ласерско чишћење има карактеристике без контакта, без потрошног материјала, без загађења, високе прецизности, без оштећења или малих оштећења, и идеалан је избор за нову генерацију технологије индустријског чишћења.
Принцип рада машине за ласерско чишћење
Принцип намашина за ласерско чишћењеје компликованији и може укључивати и физичке и хемијске процесе. У многим случајевима, физички процеси су главни процес, праћен неким хемијским реакцијама. Главни процеси се могу класификовати у три категорије, укључујући процес гасификације, процес шока и процес осциловања.
Процес гасификације
Када се високоенергетски ласер озрачи на површину материјала, површина апсорбује ласерску енергију и претвара је у унутрашњу енергију, тако да температура површине брзо расте и достиже изнад температуре испаравања материјала, тако да се загађивачи одвојен од површине материјала у облику паре. Селективно испаравање се обично дешава када је стопа апсорпције ласерске светлости од површинских загађивача знатно већа од брзине супстрата. Типичан случај примене је чишћење прљавштине на каменим површинама. Као што је приказано на слици испод, загађивачи на површини камена имају јаку апсорпцију ласера и брзо испаравају. Када се загађивачи уклоне и ласер озрачи на површину камена, апсорпција је слаба, више ласерске енергије се распршује по површини камена, промена температуре површине камена је мала, а површина камена је заштићена од оштећења.
Типичан процес заснован на хемикалијама се дешава када се ласер у ултраљубичастом опсегу користи за чишћење органских загађивача, што се назива ласерска аблација. Ултраљубичасти ласери имају кратке таласне дужине и велику енергију фотона. На пример, КрФ ексцимер ласери имају таласну дужину од 248 нм и енергију фотона чак 5 еВ, што је 40 пута више од енергије фотона ЦО2 ласера (0,12 еВ). Овако висока енергија фотона је довољна да уништи молекуларне везе органске материје, тако да се ЦЦ, ЦХ, ЦО, итд. у органским загађивачима разбијају након апсорбовања енергије фотона ласера, што резултира гасификацијом пиролизе и уклањањем са површине.
Схоцк Процесс
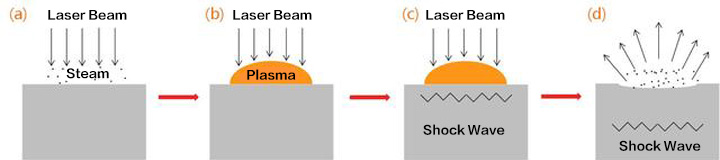
Ударни процес је низ реакција које се јављају током интеракције између ласера и материјала, а затим се на површини материјала формира ударни талас. Под дејством ударног таласа, површински загађивачи се разбијају и постају прашина или остаци који се огуљују са површине. Постоји много механизама који изазивају ударне таласе, укључујући плазму, пару и брзо термичко ширење и контракцију. Користећи плазма ударне таласе као пример, могуће је укратко разумети како процес шока у ласерском чишћењу уклања површинске загађиваче. Уз примену ласера ултра-кратке ширине импулса (нс) и ултра велике вршне снаге (107–1010 В/цм2), површинска температура ће и даље нагло порасти чак и ако површина лагано апсорбује ласер, достижући температуру испаравања тренутно. Изнад, пара се формирала изнад површине материјала, као што је приказано у (а) на следећој слици. Температура паре може да достигне 104 – 105 К, што може да јонизује саму пару или околни ваздух да формира плазму. Плазма ће блокирати ласер да допре до површине материјала, а испаравање површине материјала може престати, али плазма ће наставити да апсорбује ласерску енергију, а температура ће наставити да расте, формирајући локализовано стање ултра-високе температуре и високог притиска, који стварају тренутни 1-100 кбар на површини материјала. Удар се постепено преноси на унутрашњост материјала, као што је приказано на сликама (б) и (ц) испод. Под дејством ударног таласа, површински загађивачи се разбијају на ситну прашину, честице или фрагменте. Када се ласер удаљи од положаја зрачења, плазма нестаје и локални притисак се ствара, а честице или остаци загађивача се уклањају са површине, као што је приказано на слици (д) испод.
Осцилациони процес
Под дејством кратких импулса, процеси загревања и хлађења материјала су изузетно брзи. Пошто различити материјали имају различите коефицијенте термичке експанзије, под зрачењем кратког импулсног ласера, површински загађивачи и подлога ће бити подвргнути високофреквентном топлотном ширењу и контракцији различитог степена, што ће резултирати осцилацијом, узрокујући да се загађивачи љуште са површине материјал. Током овог процеса пилинга, можда неће доћи до испаравања материјала и неће доћи до стварања плазме. Уместо тога, сила смицања настала на интерфејсу загађивача и подлоге под дејством осциловања уништава везу између загађивача и подлоге. . Студије су показале да када се угао упада ласера мало повећа, контакт између ласера и контаминације честицама и интерфејса супстрата може да се повећа, праг ласерског чишћења може да се смањи, ефекат осциловања је очигледнији и ефикасност чишћења је већа. Међутим, угао упада не би требало да буде превелик. Превелики упадни угао ће смањити густину енергије која делује на површину материјала и ослабити способност ласера за чишћење.
Примена ласерских чистача у индустрији
Моулд Индустри
Ласерски чистач може да реализује бесконтактно чишћење калупа, што је веома безбедно за површину калупа, може обезбедити његову тачност и може очистити субмикронске честице прљавштине које се не могу уклонити традиционалним методама чишћења, као нпр. за постизање истински без загађења, ефикасно и висококвалитетно чишћење.
Индустрија прецизних инструмената
Индустрија прецизних машина често треба да уклони естре и минерална уља која се користе за подмазивање и отпорност на корозију са делова, обично хемијски, а хемијско чишћење често оставља остатке. Ласерска деестерификација може у потпуности уклонити естре и минерална уља без оштећења површине делова. Ласер промовише експлозивну гасификацију танког оксидног слоја на површини дела да би се формирао ударни талас, што резултира уклањањем загађивача, а не механичком интеракцијом.
Раил Индустри
Тренутно, сво чишћење шина пре заваривања усваја брусни точак и брушење абразивне траке, што узрокује озбиљна оштећења подлоге и озбиљно заостало напрезање, и троши много потрошног материјала за брусне точкове сваке године, што је скупо и узрокује озбиљне загађење животне средине прашином. Ласерско чишћење може да обезбеди висококвалитетну и ефикасну технологију зеленог чишћења за производњу брзих железничких пруга у мојој земљи, реши горе наведене проблеме, елиминише дефекте заваривања као што су бешавне рупе на шинама и сиве мрље, и побољша стабилност и безбедност високог нивоа у мојој земљи. -брзина железница.
Ваздухопловна индустрија
Површину авиона је потребно префарбати након одређеног временског периода, али је пре фарбања потребно потпуно уклонити оригиналну стару боју. Хемијско намакање/брисање је главна метода уклањања боје у области ваздухопловства. Ова метода резултира великом количином хемијског помоћног отпада, а немогуће је постићи локално одржавање и скидање боје. Овај процес је тежак посао и штетан по здравље. Ласерско чишћење омогућава висококвалитетно уклањање боје на површини летелице и лако се аутоматизује за производњу. Тренутно је технологија ласерског чишћења примењена на одржавање неких врхунских модела.
Индустрија бродова
Тренутно, пре-производно чишћење бродова углавном усваја метод пескарења. Метода пескарења изазвала је озбиљно загађење околине прашином и постепено је забрањена, што је резултирало смањењем или чак обуставом производње од стране произвођача бродова. Технологија ласерског чишћења ће обезбедити зелено решење за чишћење без загађења за антикорозивно прскање на површини брода.
Оружје
Технологија ласерског чишћења се широко користи у одржавању оружја. Ласерски систем за чишћење може ефикасно и брзо уклонити рђу и загађиваче и може одабрати део за чишћење како би се реализовала аутоматизација чишћења. Коришћењем ласерског чишћења не само да је чистоћа већа од процеса хемијског чишћења, већ и готово да нема оштећења на површини предмета. Постављањем различитих параметара, машина за ласерско чишћење такође може да формира густ оксидни заштитни филм или слој за топљење метала на површини металних предмета како би побољшао површинску чврстоћу и отпорност на корозију. Отпад који се уклања ласером у основи не загађује животну средину, а може се радити и на великој удаљености, чиме се ефикасно смањује штета по здравље оператера.
Екстеријер зграде
Гради се све више небодера, а проблем чишћења спољашњих зидова постаје све израженији. Ласерски систем за чишћење добро чисти спољашње зидове зграда кроз оптичка влакна. Решење са максималном дужином од 70 метара може ефикасно да очисти различите загађиваче на разним каменовима, металима и стаклу, а његова ефикасност је много већа од оне код конвенционалног чишћења. Такође може уклонити црне мрље и мрље са разних камена у зградама. Тест чишћења ласерског система за чишћење објеката и камених споменика показује да ласерско чишћење добро утиче на заштиту изгледа античких грађевина.
Електронска индустрија
Електронска индустрија користи ласере за уклањање оксида: Електронска индустрија захтева деконтаминацију високе прецизности, а ласерска деоксидација је посебно погодна. Игле компоненте морају бити темељно деоксидисане пре лемљења плоче како би се обезбедио оптималан електрични контакт и пинови не смеју бити оштећени током процеса деконтаминације. Ласерско чишћење може задовољити захтеве употребе, а ефикасност је веома висока, а за сваку иглу је потребно само једно ласерско зрачење.
Нуклеарна електрана
Ласерски системи за чишћење се такође користе у чишћењу реакторских цеви у нуклеарним електранама. Користи оптичко влакно за увођење ласерског зрака велике снаге у реактор за директно уклањање радиоактивне прашине, а очишћени материјал се лако чисти. А пошто се њиме управља са даљине, може се гарантовати безбедност особља.
Резиме
Данашња напредна производна индустрија постала је врхунац међународне конкуренције. Као напредни систем у производњи ласера, машина за ласерско чишћење има велики потенцијал за примену у индустријском развоју. Технологија ласерског чишћења која се интензивно развија има веома важан стратешки значај за економски и друштвени развој.